Pour pouvoir mener à bien le travail d’exécution des pseudo-soudages et soudages autogènes, les procédures suivantes doivent être respectées.
Pseudo-soudages ou à froid
Les pseudo-soudages ou soudages à froid font partie des soudages hétérogènes.
Ces soudages sont réalisés au moyen de liants spéciaux et sont pratiqués, tant par l’union de pièces que pour des réparations.
Selon la nécessité, on utilisera des produits différents, à base de résines liquides ou semi-liquides auto-durcissantes.

De la résine semi-liquide
Ces soudages, bien que très efficaces dans certains travaux, auront rarement la solidité obtenue par les soudages traditionnels.
On les pratique généralement pour l’assemblage et la réparation de tuyauteries de plomb ou de cuivre ; ils supportent même une légère flexion des éléments en service.
De toute façon, leur solidité sera fonction de l’état des surfaces à unir qui devront être planes et égales, nettes et propres à l’endroit du joint.
Il faudra, en outre, tenir compte de la nature des matériaux à réunir et de leur épaisseur.
Ainsi que pour tous les autres soudages faibles, la façon de procéder est relativement facile :
Effectuer un bon décapage mécanique

Tampons d’ouate d’acier
On effectuera un bon décapage mécanique des pièces à unir au moyen de la lime, du tampon d’ouate d’acier, de la râpe ou de la toile émeri.
L’emploi du décapant chimique est rarement indiqué et risquerait, au contraire et souvent, de nuire au soudage.
Déposer une légère couche de pâte à souder
On déposera ensuite, sur les parties à souder, une légère couche de pâte à souder qu’on laissera prendre lentement (voir à cet effet les instructions données par le fabricant qui figurent sur la boîte contenant le produit).
Renforcer les parties à joindre
On renforcera éventuellement les parties à joindre, au moyen d’un fil de fer ou de cuivre, qu’on aura soin d’enrouler autour des pièces, d’une attelle ou d’une bague métallique qu’on aura préalablement décapée ; on les recouvrira également d’une mince couche de soudure.
Décaper la première couche de soudure
Dès que la première couche de soudure sera suffisamment prise, on la décapera très légèrement, une nouvelle fois au tampon d’acier, puis on y appliquera une nouvelle couche de pâte à souder d’une épaisseur correspondant, au minimum, au double de celle des pièces qu’on désire assembler.
Laisser durcir la pâte

De la pâte à souder
Il faut ensuite laisser durcir la pâte, souvent fort longtemps, en maintenant la pièce soudée à une température moyenne de 18°.
Les soudures froides du type « rapide » demandent au moins 8 heures de durcissement ; celles du type « normal » requièrent 20 heures, tandis que celles du type « lent » nécessitent jusque, et au-delà, de 24 heures de durcissement avant de pouvoir être maniées.
Il est indispensable de respecter scrupuleusement le temps de durcissement indiqué par le fournisseur, sans quoi l’opération serait vouée à l’échec.
Trouver des bâtons de résines synthétiques
Dans certains magasins spécialisés, il est même possible, pour les petites réparations, de trouver des bâtons de résines synthétiques très durcissantes, qui ne nécessitent aucune préparation des matières, et permettent une obturation efficace de petits trous dans les tôles de fer ou d’acier, les pièces de cuivre ou de plomb.
Certains de ces bâtons utilisés, pour rendre étanches, sans gros travail, les cordons de soudure présentant des porosités, par exemple, lorsqu’il y a un suintement à certains réservoirs.
Cette fois encore, il s’agit de s’armer de patience et de respecter les temps de durcissement.
Soudages autogènes
Par amollissement au feu et battage
Ce mode de soudage, qui servait anciennement dans les travaux de forge, est actuellement et presque toujours réalisé à l’électricité, au moyen d’appareils spéciaux ; ce sont les soudages au point.
Par fusion
Généralité
Le point de fusion de l’acier
Les soudages communément appelés autogènes, sont ceux qui sont réalisés par la fusion et le rapprochement de la matière, toujours de même nature, des pièces à assembler, que ce soit avec ou sans métal d’apport.
Lorsqu’on utilise, ce qui se fait le plus souvent, du métal d’apport, il faut contrairement à ce qui se fait dans les brasages, qu’il soit de même nature que le métal des pièces à assembler.
Pour obtenir la fusion des pièces, il est indispensable de les porter à une température telle que le métal, en atteignant la température voulue, se liquéfie et commence à couler. Il atteint, à ce moment, son point de fusion.
Technique

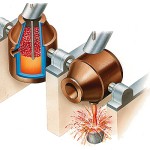
Un chalumeau oxy-acétylénique
Au moyen du chalumeau oxy-acétylanique, on chauffe donc fortement les pièces, efficacement maintenues en amont et en aval des endroits à unir ; puis on dirige la flamme vers les lèvres des pièces, jusqu’à ce qu’elles entrent en fusion.
Le dard de la flamme étant maintenu à une certaine distance du joint à réaliser, on approchera la baguette de soudure jusqu’à ras de la flamme et on la laissera fondre et couler dans la matière en fusion.
Il suffira ensuite de laisser refroidir la pièce unique ainsi réalisée.
Si, après soudage, le métal a perdu trop de ses caractéristiques originelles, il y aura lieu soit de le recuire, soit de le tremper.


